Schroefdraad productie
Schroefdraad maken
Iedereen weet wel hoe schroefdraad eruit ziet maar weet je ook hoeveel soorten er zijn en op welke manieren je schroefdraad kunt maken?
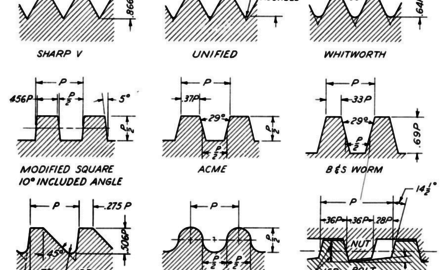
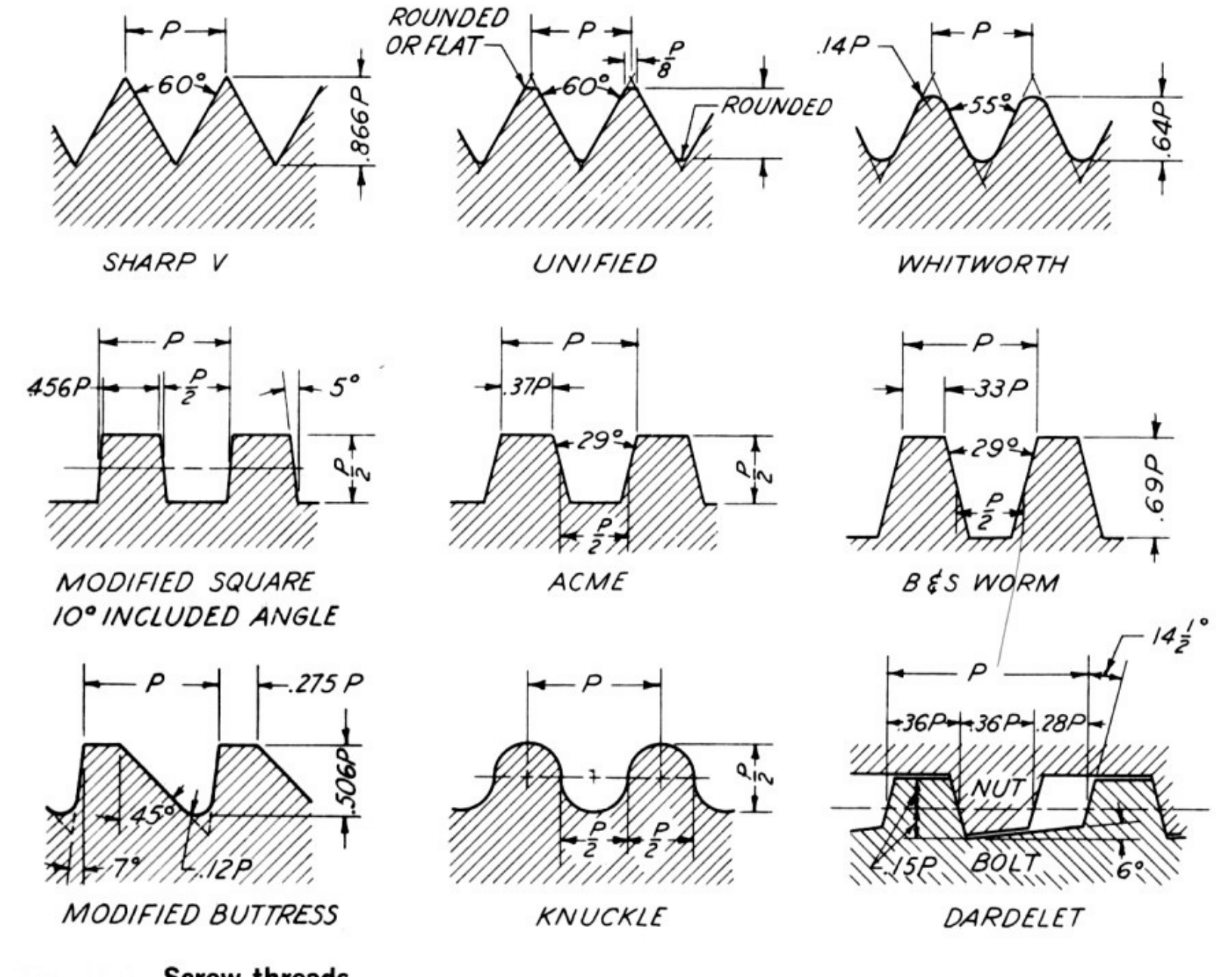
Grof weg zijn er deze schroefdraad soorten die je kunt verkrijgen en/of produceren als inwendige of uitwendige schroefdraad:
- M - Metrisch ISO – schroefdraad
- MF - Metrisch ISO – fijne draad
- BSW - British Standard-Whitworth
- UNC - ISO Unified – grove draad
- UNF - ISO Unified – fijne draad
- BSF - British Standard-Fine
- BSPT (Rc) - Conische Whitworth Gasdraad (1:16)
- BSPF (G) - Cilindrische Whitworth Gasdraad
- NPS - Cilindrische Amerikaanse gasdraad
- NPT - Conische Amerikaanse Gasdraad (1:16)
- NPTF - Conische Amerikaanse Gasdraad (droge dichting) (1:16)
- PG - Panzerrohrdraad DIN 40430


Schroefdraad kan worden gerold, gesneden of gefreesd:
Schroefdraad snijden:
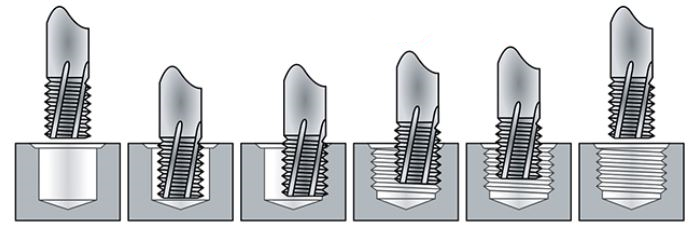
- Inwendige schroefdraad kun je maken door een schroefdraad tap in een gat te draaien. De tap kun je met een wringijzer het gat indraaien maar dit kan natuurlijk ook op een (CNC) draaibank, freesbank (CNC), kolomboormachine of tafelboormachine. De tap snijdt dan het overtollige materiaal weg waardoor er schroefdraad ontstaat. Om te zorgen dat het gat de juiste voorboordiameter (binnendiameter) heeft voor de schroefdraad tap kun je in deze Voorboordiameter tabel kijken hoe groot je het gat moet boren. Het is belangrijk om de juiste schroefdraad tap te gebruiken. Met een M8 tap kun je alleen maar inwendige M8 schroefdraad maken. Je hebt dus voor iedere schroefdraadsoort een speciale tap nodig.
Daarnaast is het ook belangrijk om de juiste tap te kiezen. Er zijn tappen welke geschikt zijn voor alle materialen maar ook tappen die speciaal voor bijvoorbeeld RVS of aluminium zijn gemaakt. Het verschil zit in de standtijd. Een universele tap zal meer moeite hebben om 100 keer een M8 schroefdraad aan te brengen dan een tap die voor RVS is ontworpen. De standtijd is niet meer dan: Hoeveel gaten kun je met een schroefdraad tap doen voordat het verslijt of kapot gaat?
Ook is er nog een keuze of je een doorlopend schroefdraad gat gaat maken of een blind schroefdraad gat. Een tap voor doorlopende gaten heeft recht spaangroeven. Deze tap duwt de spanen (krullen) voor zich uit als de tap het gat in gaat. Een tap voor blinde gaten heeft gespiraliseerde spaangroeven om de spanen (krullen) uit het gat te geleiden:


- Uitwendige schroefdraad kun je snijden met een snijmoer of strelen op een draaibank (CNC). Ook hier moet je zorgen dat de buitendiameter goed is. Omdat het nu uitwendige schroefdraad is moet je zorgen dat de uitwendige diameter goed is voordat je de draad kunt snijden of strelen. Als je de schroefdraad gaat aanbrengen met een snijmoer dan heb je voor iedere schroefdraad een andere snijmoer nodig. Met een M6 snijmoer kun je dus alleen M6 schroefdraad aanbrengen op een as van 6mm dik.
Ga je draadsnijden (draad strelen) op een draaibank (CNC) dan kun je met 1 beitel meerder schroefdraadsoorten maken. Het is dan wel belangrijk dat de beitel de juiste tophoek heeft. Voor metrische schroefdraad is de tophoek 60° en voor UNC en UNF schroefdraad is de tophoek 55°. Ook is het heel belangrijk om op de draaibank de juiste spoed in te stellen. De spoed is de verplaatsing van de schroefdraad bij 1 volledige omwenteling (360°). Deze spoed en meer informatie hierover kun je terug vinden in deze overzichtelijke schroefdraadtabel.
Het is mogelijk om met dezelfde spoed meerdere schroefdraad soorten te maken. Op een draaibank kun je eenvoudige met een metrische draadsnijbeitel (tophoek 60°) en een spoed van bijvoorbeeld 1,5mm deze draadsoorten maken. Het enige dat verandert is de buitendiameter:
- M12x1,5 (buitendiameter Ø12mm + spoed 1,5mm)
- M20x1,5 (buitendiameter Ø20mm + spoed 1,5mm)
- M30x1,5 (buitendiameter Ø30mm + spoed 1,5mm)


Schroefdraad rollen:
- Inwendige schroefdraad rollen gebeurt meestal machinaal op een kolomboormachine, tafelboormachine of freesbank (CNC). Bij het rollen wordt eerst een gat geboord en vervolgens forceert een speciale tap, de roltap het gat in de vorm van de schroefdraad. Bij het gebruik van een roltap is de voorboordiameter groter dan bij een snijdende schroefdraad tap. Een roltap forceert het materiaal 2 kanten op. Zowel naar binnen als naar buiten. Het materiaal wordt naar binnen geduwd en naar buiten geforceerd. Hierdoor ontstaan de toppen en de dalen van de schroefdraad.
- Uitwendige schroefdraad rollen gebeurt ook meestal machinaal. Op industriële schaal wordt schroefdraad meestal gemaakt door een staaf gloeiend heet metaal tussen twee gegroefde rollen of platen te walsen. Ook hier ontstaat de schroefdraad doordat het materiaal geforceerd wordt in een nieuwe vorm.

Schroefdraad frezen:
- Op een CNC freesbank kun je ook schroefdraad frezen. Dit kan zowel met inwendige als uitwendige schroefdraad. Ook hier is het belangrijk dat de diameter goed is. Voor inwendige schroefdraad moet de voorboordiameter goed zijn en voor uitwendige schroefdraad moet de buitendiameter goed zijn. Een schroefdraad frees heeft, net zoals bij het schroefdraad snijden op een draaibank, de juiste spoed nodig. Een schroefdraad frees heeft meestal meerdere tanden. De afstand tussen deze tanden is exact de spoed. De CNC machine laat vervolgende de schroefdraadfrees in een helicoïdale beweging in het gat bewegen of om een as bewegen. Hierdoor ontstaat de schroefdraad. De frees snijdt met de tanden het overtollige materiaal weg waardoor de schroefdraad ontstaat:
In de webshop van Kollies Parts verkopen wij bouten, moeren en revetten met Metrische schroefdraad (M), UNC schroefdraad en UNF schroefdraad.
Ook hebben wij slangpilaren met NPT schroefdraad en bungs met metrische, UNC, UNF en NPT schroefdraad.